
Atex certified vibration monitoring sensor for hazardous areas
An Atex certified vibration monitoring sensor for hazardous areas measures machine vibration on rotating equipment installed in classified environments. It is used on motors, pumps, fans, gearboxes, blowers, and similar assets where continuous condition monitoring is needed and where standard electronic devices may not be suitable.
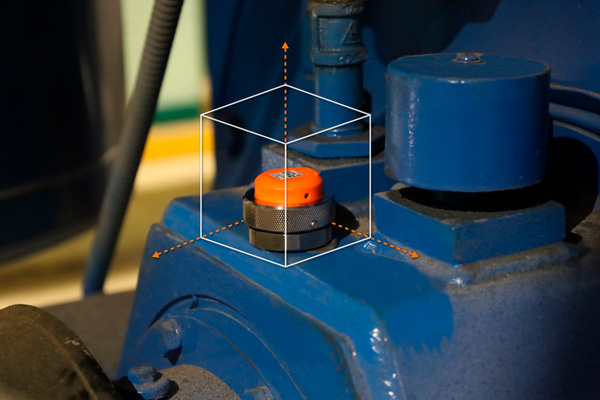
This sensor combines triaxial vibration measurement, wireless data transmission, and hazardous-area certification in one device. The result is a practical way to extend predictive maintenance into gas and dust environments without depending on a wired sensor at every point.

ATEX and IECEx certification for classified gas and dust areas
ATEX and IECEx certification allow the sensor to be used in industrial areas where hazardous gas or dust may be present. This is important for plants that need vibration monitoring in classified locations and cannot use standard devices for those areas.
This is especially relevant in industries such as oil and gas, petrochemical, chemical processing, mining, power generation, and grain or bulk material handling, where rotating equipment often operates in classified environments and still requires atex certified vibration monitoring sensors.
Triaxial vibration measurement for better machine visibility
This gives a broader view of machine behavior than a single-direction reading and improves the ability to track changes in response over time.
Three-axis data is useful when vibration changes with load, structure, mounting condition, or fault type. It also helps when the goal is not only to detect that vibration increased, but to understand how the machine is moving and how that response is evolving.
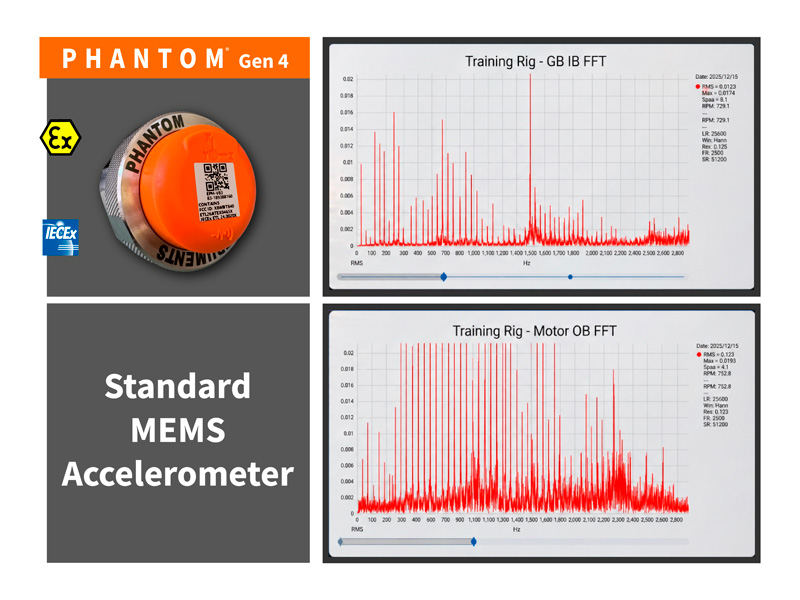
Complete Waveform and FFT data for vibration analysis
Complete waveform and FFT data give the analyst access to the raw vibration behavior of the machine, not only processed overall values. The waveform helps identify impact events, modulation, instability, and repeating patterns, while the FFT helps separate mechanical frequencies, harmonics, sidebands, and high-frequency content associated with specific fault mechanisms.

The analyst can evaluate fault frequencies, harmonic structure, spectral energy distribution, and changes over time to support diagnosis of imbalance, misalignment, looseness, resonance, and bearing-related problems. For condition monitoring, the value is not only that the sensor detects a change, but that it provides enough signal detail for the analyst to interpret the machine response with greater confidence.
Lower sensor noise for more reliable vibration analysis
Lower sensor noise improves the quality of the vibration signal and makes smaller machine responses easier to distinguish from the sensor background. A lower noise floor allows the analyst to see low-amplitude components with greater clarity, especially in applications where early-stage faults, weaker harmonics, or subtle changes in spectral content would otherwise be masked.
The analyst gains better visibility in the waveform and FFT, which improves the use of diagnostic tools such as harmonic evaluation, sideband review, fault-frequency tracking, spectral comparison, and trend correlation over time.

Two versions for different machine conditions
The Phantom Gen 4 atex certifed vibration monitoring sensor is available in more than one version so the user can select the sensor behavior that best fits the asset as with other solutions in the PHANTOM family and across the Erbessd ecosystem. Instead of forcing one configuration across all applications, two versions allow the sensor to be matched more closely to the machine, the measurement objective, and the monitoring strategy.
One version is intended for higher dynamic range, while the other is intended for higher sensitivity and lower noise. This makes it possible to keep the same wireless monitoring architecture, software environment, and overall workflow while selecting the sensor that best fits the vibration level, frequency content, and diagnostic priority of each machine.
High Range Technical Specifications
| Product code | EPH-V83 | |
| Built-in sensor | Low noise MEMS sensor | |
| Sensing resolution (X, Y, Z) | 460 µg | |
| Frequency range | 0.0 Hz to 8 kHz | |
| Dynamic range (configurable) | ±15 / ±30 / ±60 g | |
| Recording time (s) 3 axes | 1 | 2 |
| Recording time (s) 1 axis | 3 | 6 |
| Sample rate (Hz) | 32,000 | 16,000 |
| Max frequency | 8 kHz | 8 kHz |
| Resolution lines |
Triaxial - 12,800 Single Axis - 25,600 |
|
| Spectral noise (x,y) | 44 µg/√Hz | |
| Spectral noise (z) | 55 µg/√Hz | |
High Sensitivity Technical Specifications
| Product code | EPH-V82 | |
| Built-in sensor | Low noise MEMS sensor | |
| Sensing resolution (X, Y, Z) | 460 µg | |
| Frequency range | 0.0 Hz to 4 kHz | |
| Dynamic range (configurable) | ±4 / ±8 / ±16 g | |
| Recording time (s) 3 axes | 1 | 2 |
| Recording time (s) 1 axes | 3 | 6 |
| Sample rate (Hz) | 32,000 | 16,000 |
| Max frequency | 4 kHz | 4 kHz |
| Resolution lines |
Triaxial - 12,800 Single Axis - 25,600 |
|
| Spectral noise (x,y) | 20 µg/√Hz | |
| Spectral noise (z) | 27 µg/√Hz | |
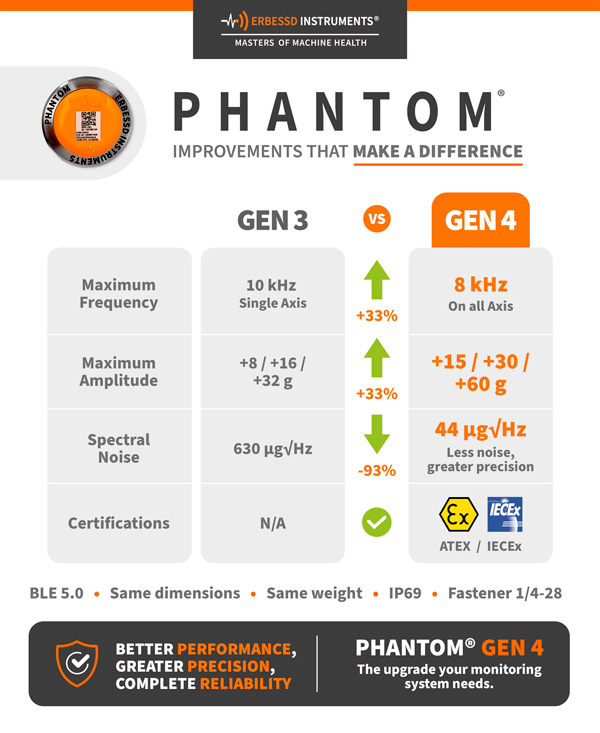
Improved from previous vibration monitoring sensors for hazardous areas
These improvements make the Gen 4 atex certifed vibration monitoring sensor more useful for vibration analysis in hazardous areas, not only for trend monitoring. Lower spectral noise improves the visibility of low-amplitude vibration components, which helps the analyst distinguish real machine behavior from sensor background. This is especially important when the objective is early fault detection, clearer FFT interpretation, and more confident review of subtle changes over time.
Gen 4 also improves measurement consistency by extending the low-frequency response down to 0 Hz and providing the same maximum frequency on all three axes. In practice, this gives a more uniform triaxial signal, better comparison between directions, and cleaner waveform and spectrum data for diagnostics. The increase in dynamic range also allows the sensor to handle a wider variety of machines and operating conditions without sacrificing signal quality.
Software compatibility for monitoring and analysis
Software compatibility allows our atex certified vibration monitoring sensor data to move directly into monitoring and analysis workflows. The sensor works with EI-Analytic, DigivibeMX, and WiSER Vibe, which allows data to be reviewed in mobile, desktop, and cloud-based environments for trending, alarm review, FFT analysis, and general condition monitoring.
It also supports integration with plant and third-party systems through MQTT, OPC-UA, and Modbus TCP/IP. This allows the same wireless measurement point to feed both vibration analysis workflows and broader monitoring or automation architectures, which is useful when the objective is to combine condition monitoring data with existing industrial communication infrastructure.

Request your vibration monitoring sensor for hazardous areas

Documentation
Datasheet
Atex certification
IECEx certification