Análisis Causa-Raíz de Falla Mecánica en Máquina Peletizadora | Phantom Gen 3
En este caso de estudio, vamos a analizar un problema que surgió en una máquina peletizadora desde que comenzó a operar en 2021. Esta máquina ha experimentado de manera constante la rotura prematura de la junta de conexión (también conocida como “araña”) en el acoplamiento mecánico de mordaza que une el motor y el accionamiento.
Para llevar a cabo esta tarea, empleamos el equipo de análisis de vibraciones Erbessd Phantom. Este equipo utiliza sensores triaxiales para obtener mediciones precisas y confiables de la máquina de forma periódica.
Detalles observados en el equipo
El objeto de análisis es una peletizadora utilizada en la producción de alimentos para animales. Este sistema consta de varios componentes clave:
Acoplamiento de Mordaza con Junta de Conexión (Araña): El equipo consta de un motor eléctrico que acciona a un eje motriz mediante un acoplamiento de mordaza que incorpora una junta de conexión o “araña”.
Polea Conductora de 12 Canales: Desde el eje motriz, la energía se transmite a una polea conductora que posee 12 canales con sus respectivas correas.
Correas: Estas correas son las encargadas de transferir el movimiento de la polea conductora de 12 canales a una polea conducida, que tiene un eje tipo rotor en voladizo.
Matriz Granuladora: La polea conducida es solidaria con la matriz granuladora. Esta matriz contiene dos ruedas dentadas interiores que comprimen la harina, moviéndola desde la tolva de acceso hacia los agujeros de la matriz para producir los gránulos o pellets.
Trabajos Efectuados: Análisis Inicial.
Debido a que la falla aparecía de forma impredecible, se llevó a cabo una investigación exhaustiva para identificar la causa raíz. Durante un período de 10 días, se utilizaron los sensores de vibración Phantom de Erbessd Instruments para monitorear el funcionamiento de la máquina. Estos sensores son perfectos para dicho propósito ya que pueden ser colocados en la máquina y tomarán datos de manera periódica.
Los parámetros examinados incluyeron valores globales de vibración, como velocidad y aceleración, así como bandas de alta y baja frecuencia. También se analizaron los espectros y las formas de onda en diferentes puntos y direcciones de la máquina. Este enfoque permitió obtener una comprensión completa del comportamiento de la máquina y ayudó a la identificación de la causa de la falla.
1.- Motor lado libre (MNDE)
2.- Motor lado acoplamiento (MDE)
3.- Accionamiento lado acoplamiento (ADE)
4.- Accionamiento lado libre (ANDE)
Resultados obtenidos
Al comparar los datos de medición con los valores aceptables establecidos por la norma, se ha obtenido una imagen precisa de la salud de la máquina en cuestión. La norma ISO 10816-3 proporciona límites claros y criterios para determinar si las vibraciones están dentro de los rangos seguros o si indican posibles problemas de funcionamiento.
Los resultados obtenidos de las mediciones realizadas con sensores de vibración triaxiales comparados con los valores que indica la norma, se presentan a continuación:
PUNTO
DESCRIPCIÓN DEL PUNTO
VALOR REGISTRADO
EVALUACIÓN ISO 10816-3
VALORES ISO 10816-3
1.- MNDE V
Motor Lado Libre V
9.488 mm/s
INACEPTABLE
> 7.1 mm/s
1.- MNDE H
Motor Lado Libre H
8.12 mm/s
INACEPTABLE
> 7.1 mm/s
1.- MNDE A
Motor Lado Libre A
5.048 mm/s
INSATISFACTORIO
> 4.5 mm/s & ≥ 7.1 mm/s
2.- MDE V
Motor Lado Acoplamiento V
41.54 mm/s
INACEPTABLE
> 7.1 mm/s
2.- MDE H
Motor Lado Acoplamiento H
18.456 mm/s
INACEPTABLE
> 7.1 mm/s
2.- MDE A
Motor Lado Acoplamiento A
38.712 mm/s
INACEPTABLE
> 7.1 mm/s
3. DDE V
Accionamiento Lado Acomplamiento V
18.725 mm/s
INACEPTABLE
> 7.1 mm/s
3. DDE H
Accionamiento Lado Acomplamiento H
21.889 mm/s
INACEPTABLE
> 7.1 mm/s
3. DDE A
Accionamiento Lado Acomplamiento A
13.62 mm/s
INACEPTABLE
> 7.1 mm/s
4. DNDE V
Accionamiento Lado Libre V
10.303 mm/s
INACEPTABLE
> 7.1 mm/s
4. DNDE H
Accionamiento Lado Libre H
15.246 mm/s
INACEPTABLE
> 7.1 mm/s
4. DNDE A
Accionamiento Lado Libre A
11.309 mm/s
INACEPTABLE
> 7.1 mm/s
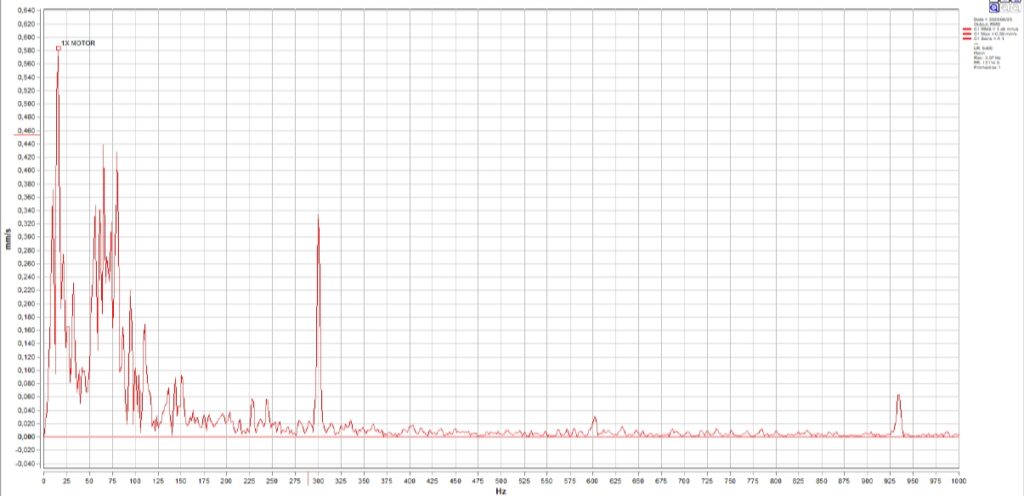
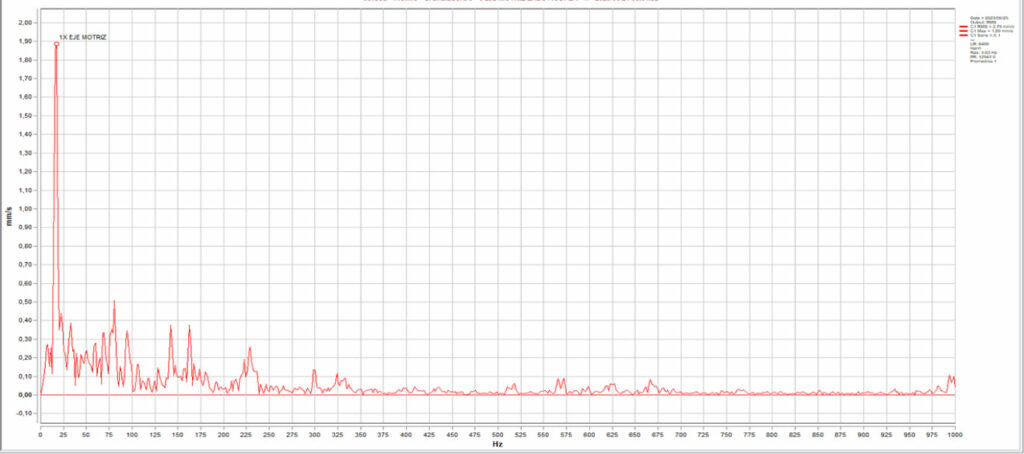
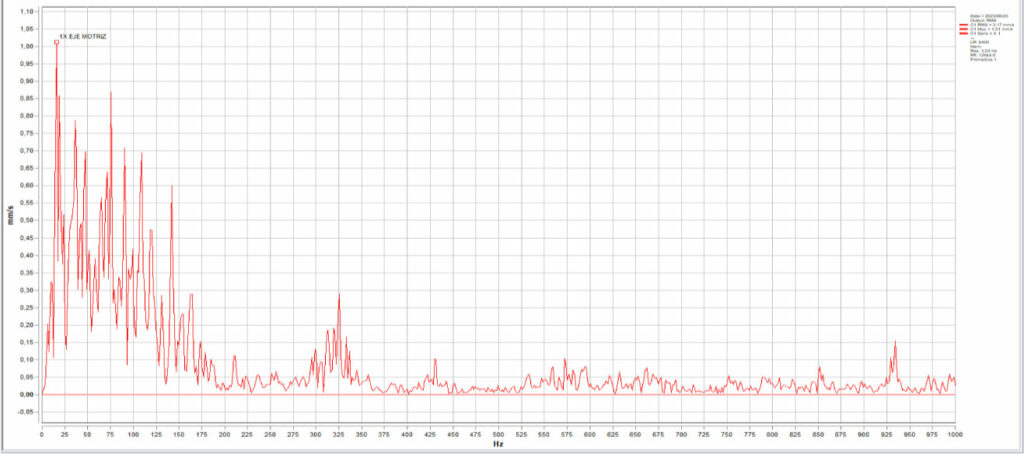
Comparación de espectros
Al comparar los datos de medición con los valores aceptables establecidos por la norma, se ha obtenido una imagen precisa de la salud de la máquina en cuestión. La norma ISO 10816-3 proporciona límites claros y criterios para determinar si las vibraciones están dentro de los rangos seguros o si indican posibles problemas de funcionamiento.
Los resultados obtenidos de las mediciones realizadas con sensores de vibración triaxiales comparados con los valores que indica la norma, se presentan a continuación:
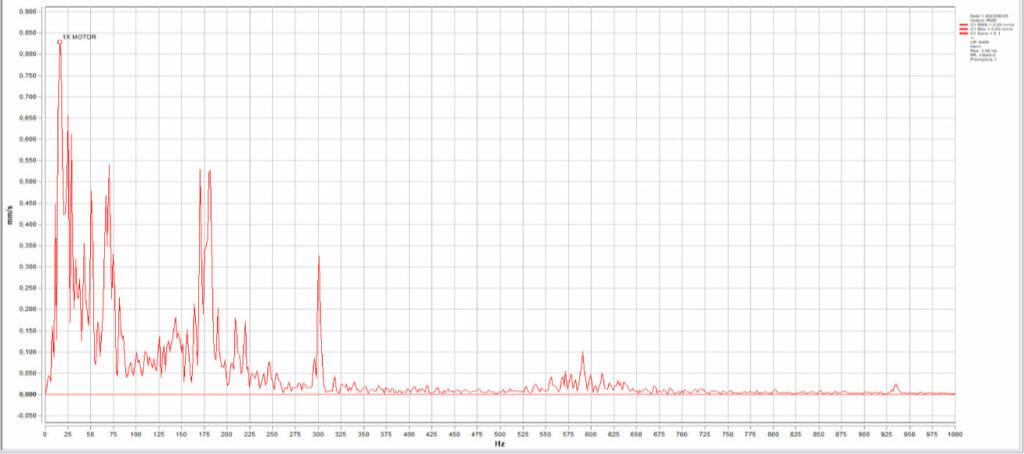
Motor Lado Libre - Eje Vertical
1. Motor Lado Libre - Eje Vertical
ESTADO DE FALLA
1. Motor Lado Libre - Eje Vertical
ESTADO NORMAL DE OPERACIÓN
1. Motor Lado Libre - Eje Vertical
ESTADO DE FALLA
1. Motor Lado Libre - Eje Vertical
ESTADO NORMAL DE OPERACIÓN
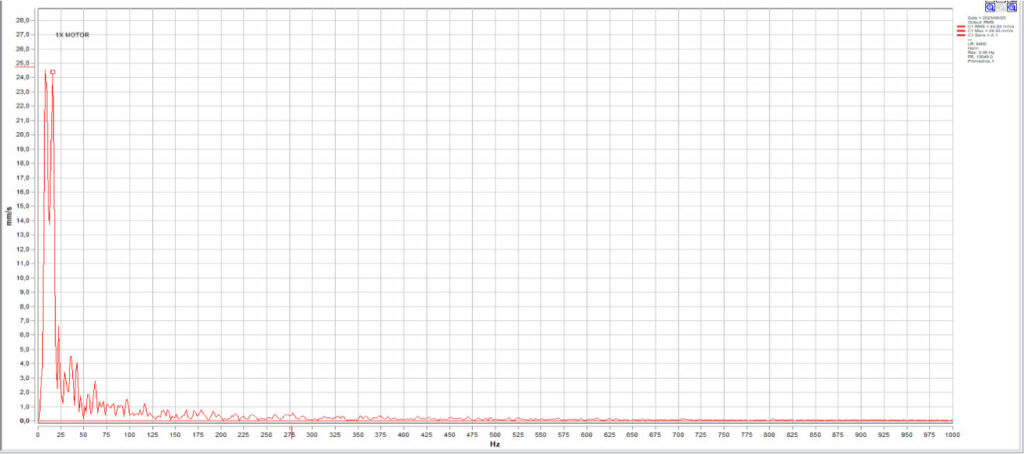
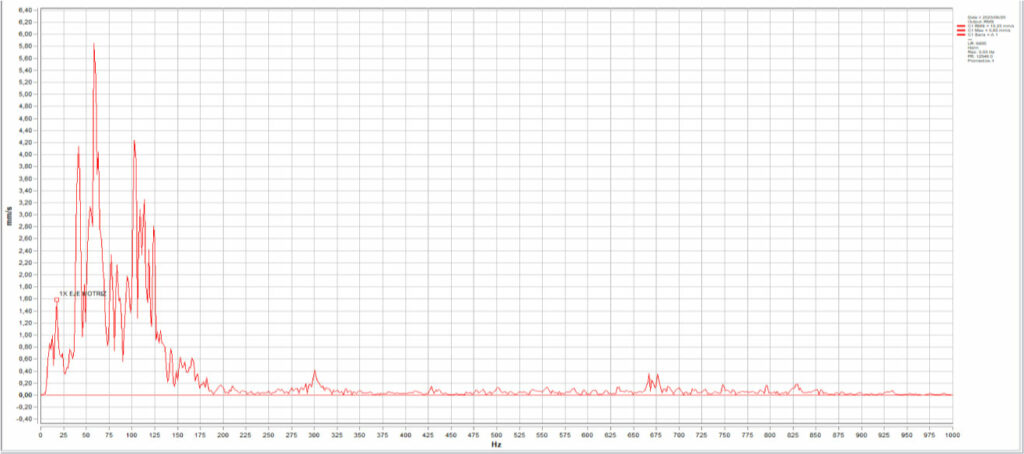
Motor Lado Acoplamiento - Eje Vertical
2. Motor Lado Acoplamiento - Eje Vertical
ESTADO DE FALLA
2. Motor Lado Acoplamiento - Eje Vertical
ESTADO NORMAL DE OPERACIÓN
2. Motor Lado Acoplamiento - Eje Vertical
ESTADO DE FALLA
2. Motor Lado Acoplamiento - Eje Vertical
ESTADO NORMAL DE OPERACIÓN
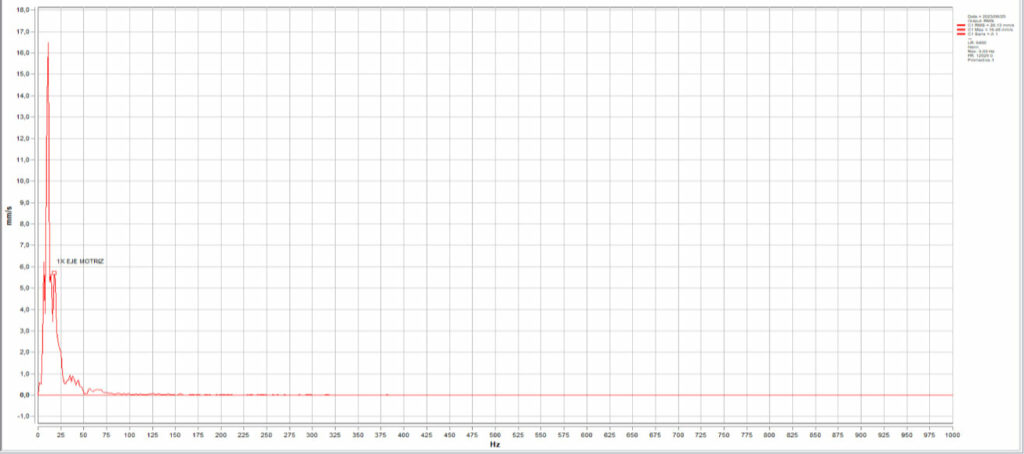
Accionamiento Lado Acoplamiento - Eje Horizontal
3. Accionamiento Lado Acoplamiento - Eje Horizontal
ESTADO DE FALLA
3. Accionamiento Lado Acoplamiento - Eje Horizontal
ESTADO NORMAL DE OPERACIÓN
3. Accionamiento Lado Acoplamiento - Eje Horizontal
ESTADO DE FALLA
3. Accionamiento Lado Acoplamiento - Eje Horizontal
ESTADO NORMAL DE OPERACIÓN
Accionamiento Lado Libre - Eje Horizontal
4. Accionamiento Lado Libre - Eje Horizontal
ESTADO DE FALLA
4. Accionamiento Lado Libre - Eje Horizontal
ESTADO NORMAL DE OPERACIÓN
4. Accionamiento Lado Libre - Eje Horizontal
ESTADO DE FALLA
4. Accionamiento Lado Libre - Eje Horizontal
ESTADO NORMAL DE OPERACIÓN
Resultados
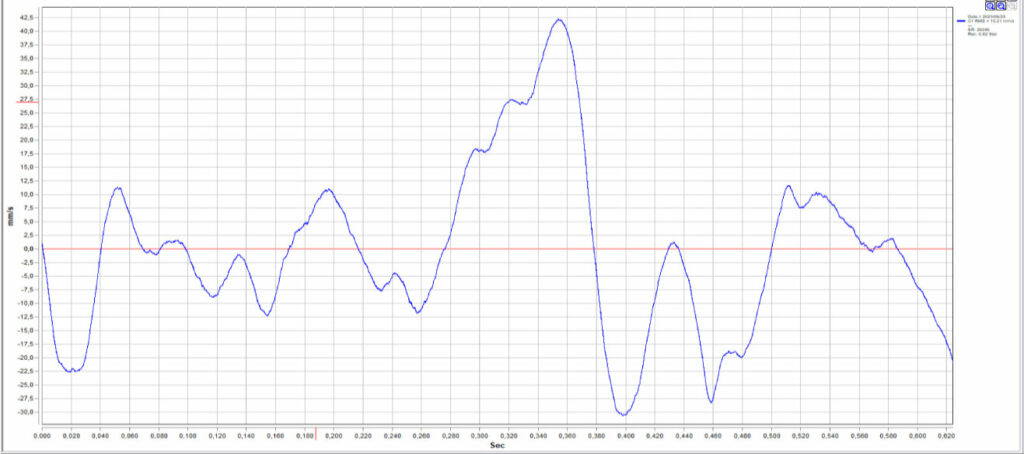
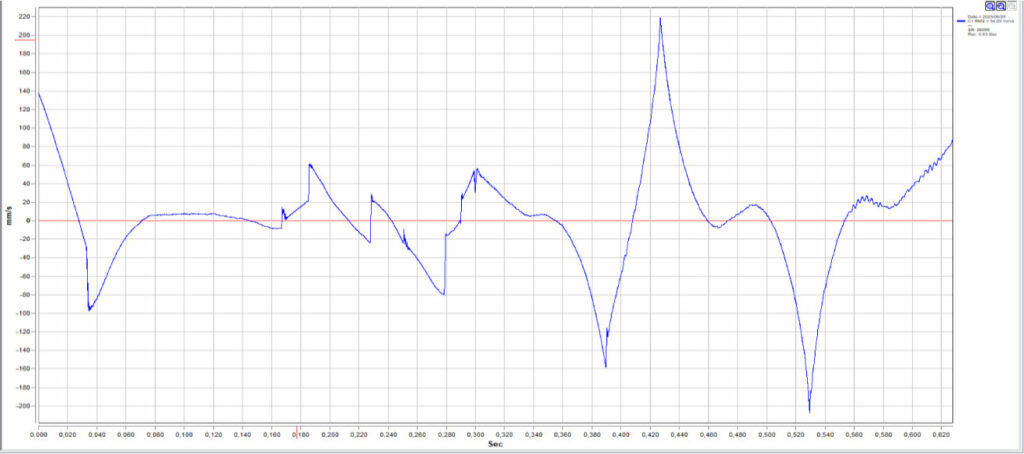
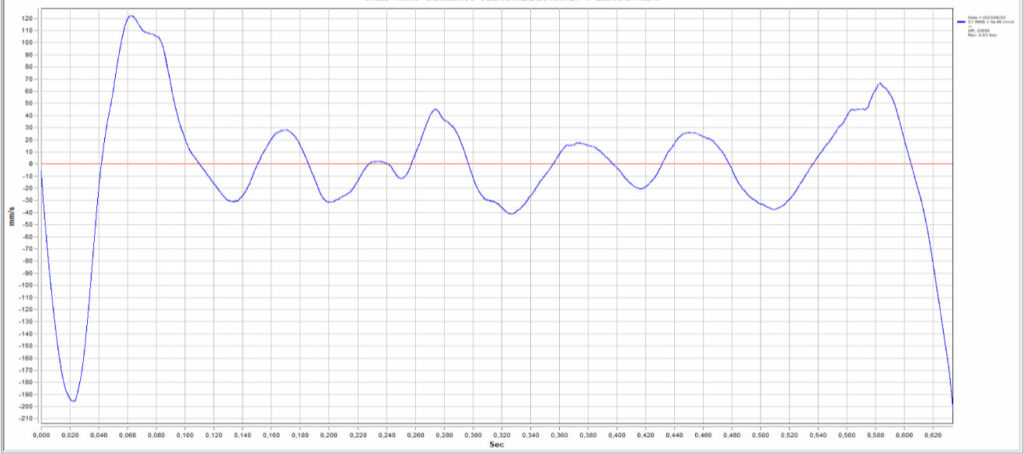
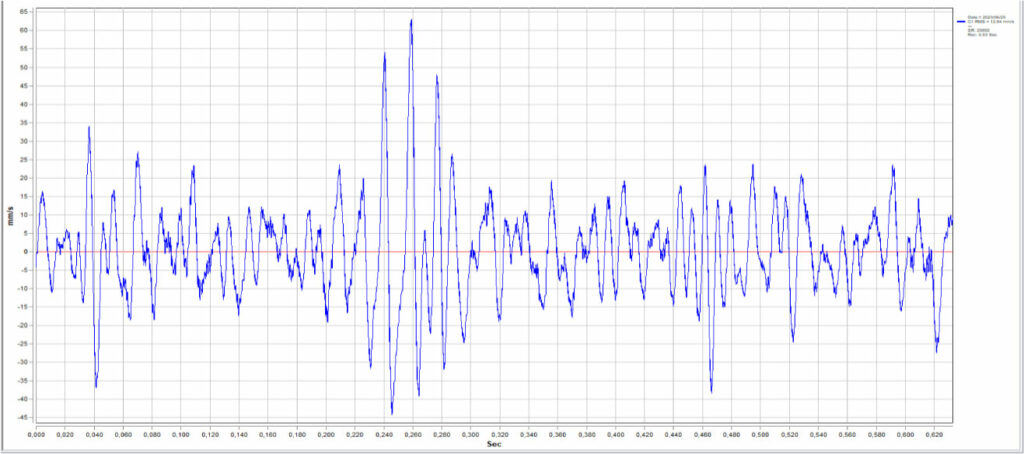
Análisis técnico motor
No se detecta un patrón de falla mecánica evidente. Sin embargo, en las gráficas de la forma de onda de tiempo (TWF), se pueden apreciar impactos aleatorios de amplitud muy elevada, que generan excitaciones en las frecuencias más bajas.
Rodamiento motor SKF NU322 ECP/C3 DE:
No hay presente ningún armónico de fallo correspondiente a este rodamiento.
El rodamiento se encuentra en estado 0.
Rodamiento motor SKF 6316 VL0241/C3 NDE:
No hay presente ningún armónico de fallo correspondiente a este rodamiento.
El rodamiento se encuentra en estado 0.
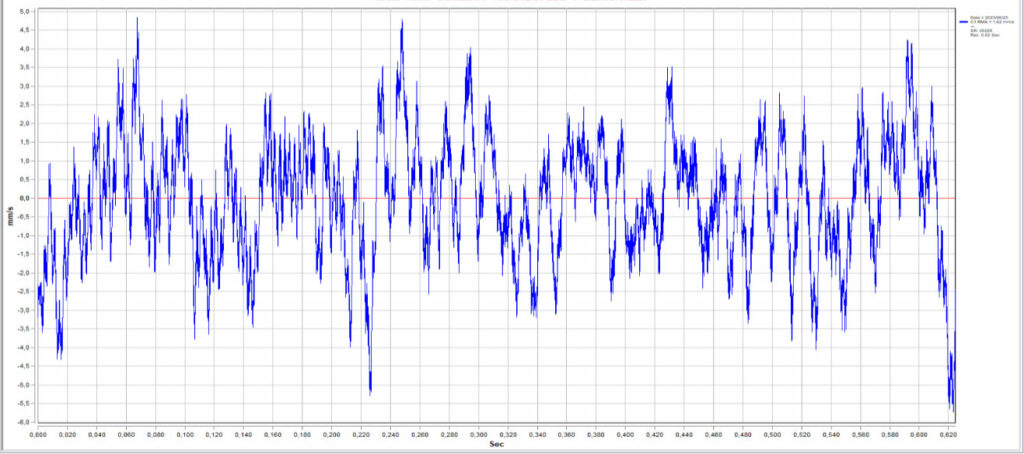
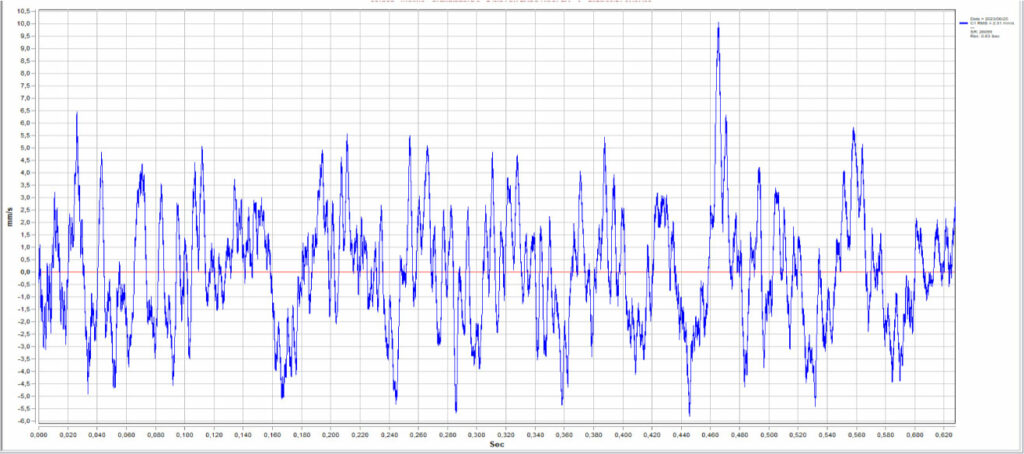
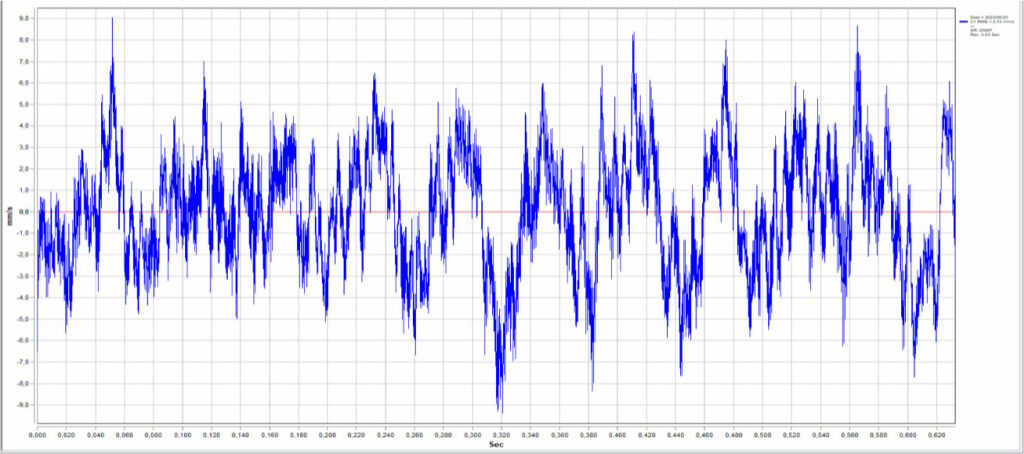
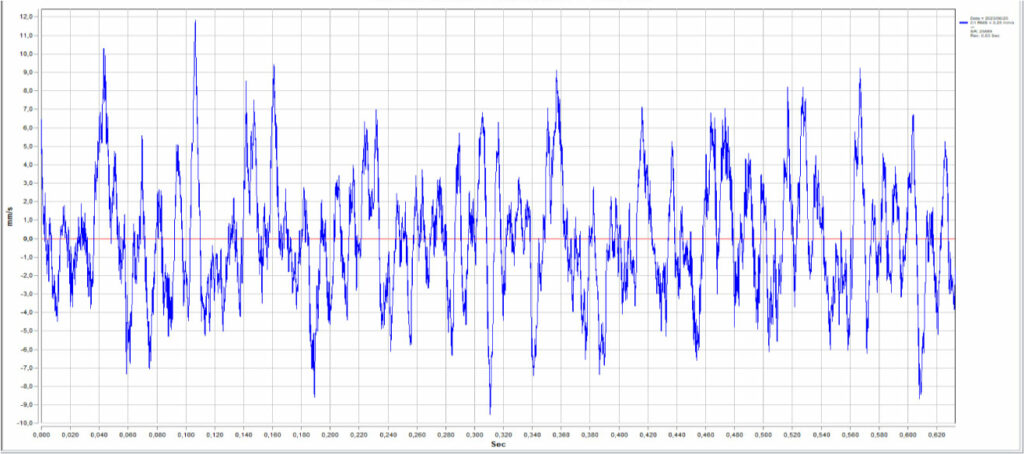
Análisis técnico accionamiento
No se detecta un patrón de falla mecánica evidente. Sin embargo, en las gráficas de la forma de onda de tiempo (TWF), se pueden apreciar impactos aleatorios de amplitud muy elevada, que generan excitaciones en las frecuencias más bajas.
Rodamiento puente SKF 22226 EK DE:
No hay presente ningún armónico de fallo correspondiente a este rodamiento.
El rodamiento se encuentra en estado 0.
Rodamiento puente SKF 22226 EK NDE:
No hay presente ningún armónico de fallo correspondiente a este rodamiento.
Se observan armónicos de la velocidad de giro del eje. Su amplitud es baja.
El rodamiento se encuentra en estado 0.
Diagnóstico
Después de descartar cualquier señal de falla en los rodamientos y sin encontrar un patrón de falla evidente, se plantea una hipótesis intrigante: los impactos aleatorios que afectan al eje del accionamiento podrían ser el resultado de cambios bruscos en la velocidad de giro de la polea conducida. Esto se debe a que, en ocasiones, la matriz presenta una resistencia significativa al giro debido al bloqueo momentáneo del material procesado.
Por lo general, el motor tiene la capacidad de compensar este momento de inercia, aunque en algunos casos el variador ha protegido el motor desconectándolo debido al exceso de consumo que esto podría generar. Esto somete al acoplamiento de mordaza a una tensión excesiva, lo que tiene como consecuencia una drástica reducción en la vida útil de la junta de conexión de este componente, conocida como “araña”.
Resultados
En resumen, gracias a las mediciones periódicas recopiladas por los sensores Phantom, hemos determinado que no es necesaria ninguna intervención de mantenimiento inmediata en lo que respecta a los rodamientos.
No obstante, hemos identificado algunas áreas donde podríamos mejorar la eficiencia del trabajo de la maquinaria. Por ejemplo:
Sería beneficioso considerar el rediseño o la mejora del sistema de alimentación de la materia prima (harina) para que fluya de manera más uniforme, evitando bloqueos.
También sería aconsejable revisar y mejorar el acoplamiento de mordaza para que pueda soportar sin problemas el esfuerzo requerido, sin que esto cause un desgaste prematuro de la junta de conexión.
Conoce al autor
Vibring es una empresa con sede en España y es un distribuidor autorizado de Erbessd Instruments. Vibring se especializa en el desarrollo de soluciones innovadoras con la tecnología más avanzada para el diagnóstico y la supervisión de la condición de maquinaria industrial. Esto se logra mediante la monitorización y análisis de variables mecánicas y eléctricas de manera no invasiva.
La principal aplicación de estas soluciones se encuentra en el campo del mantenimiento predictivo, que involucra el análisis de vibraciones y variables eléctricas. La empresa cuenta con especialistas certificados según las normativas ISO y una amplia experiencia en el diagnóstico de maquinaria para empresas líderes en sectores como alimentación, química, minería, entre otros.