
Keys to monitoring a screw compressor using Phantom sensors and EI-Analytic
Projects Context
A multinational chemical company located in Spain, which already had a predictive maintenance program based on manual and periodic vibration data collection, decided to take a step forward by monitoring the most critical and costly machines to maintain.
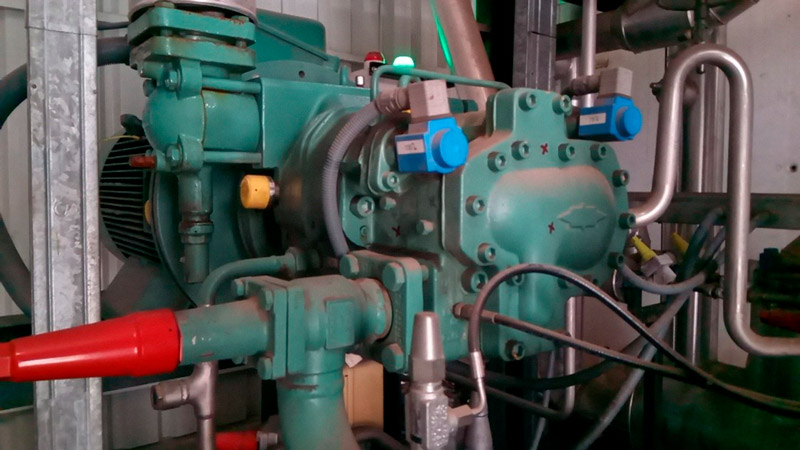
The pilot installation is carried out on one of the industrial refrigeration compressors responsible for supplying cooling to the plant’s industrial processes, mainly to reactors and distillers.
Project Design
The system is designed under the PHANTOM ecosystem with wireless technology, automated data logging, and cloud integration through the EI‑ANALYTIC platform.
Main features:
- Wireless triaxial vibration and temperature sensors
- Automatic vibration data recording
- Automatic temperature data recording
- Automatic rotational speed data recording
- 24/7 operational alerts
- AI‑based Auto‑diagnosis
- Remote supervision from any device
- Integration with plant systems (SCADA, etc.) via API
Key aspects
- Client: International chemical products manufacturer
- Location: Spain
- Project: Monitoring various critical variables for predictive maintenance
- Objective: Perform true condition‑based maintenance of the machine, avoiding unforeseen failures and optimizing costs
- Machine type: Screw compressor
- Project lead: VIBRING
Sensor selection
The goal is to record precise vibration data referenced to the exact rotational speed of the machine at the time of recording.
VIBRATION & TEMPERATURE
Wireless triaxial PHANTOM vibration and temperature sensors
Chosen for their measurement range, resolution lines, and accuracy, resulting from a design where the low center of mass ensures reliable results across the three measurement axes.
ROTATIONAL SPEED
Wireless analog input sensor (4‑20mA) to record rotational speed directly from the output of the variable frequency drive controlling the compressor motor.
Instead of the traditional and more labor‑intensive option of installing an RPM sensor to measure rotational speed, the project took advantage of the direct output from the VFD controlling the compressor, scaling and calibrating it with a handheld meter.
Sensor location and placement
The location and installation method are key to optimal data collection.
After analyzing the motor and compressor, sensors were placed at critical support points of rotating elements (bearings). In this case, although four locations would suffice for proper monitoring, five were selected for more precise registration of both rotors in the screw compressor.
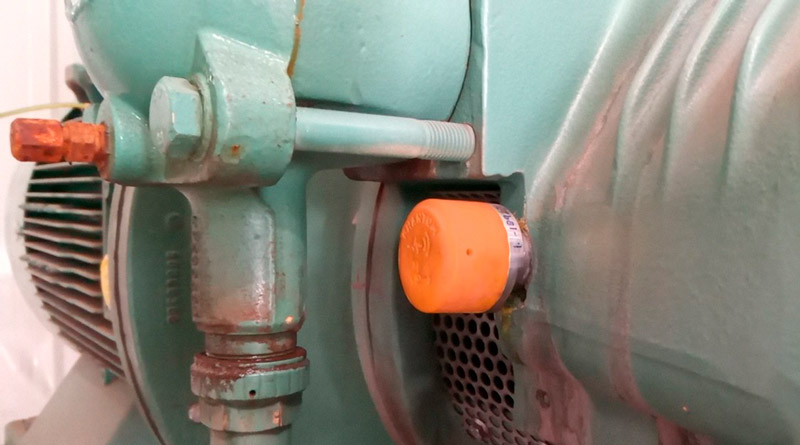
The sensors were positioned as follows:
- Point 1: M‑NDE – Motor non‑drive end on the bearing
- Point 2: M‑DE – Motor drive end on the bearing
- Point 3: C‑DE – Compressor drive end on the bearing
- Point 4: C‑NDE‑MR – Compressor non‑drive end on male rotor
- Point 5: C‑NDE‑FR – Compressor non‑drive end on female rotor
The sensors were mounted by bolting them onto a metal base, which was then fixed to the identified points using contact adhesive and accelerator. This technique provides sufficient stability for reliable data collection without requiring mechanical intervention on the machine housing. Possible locations were previously studied to ensure firmness, removing paint to guarantee perfect adhesion.
Comunication Panel -Combox-
El This panel integrates the communication technology between the sensors and the platform that logs the data in the cloud.
The communications panel includes the corresponding electrical protections and a PHANTOM GATEWAY with Bluetooth, WiFi, and Ethernet connections.
Sensors communicate via Bluetooth with the Gateway, which then connects via wireless or Ethernet networks to send the data to the EI‑ANALYTIC cloud platform.
The process occurs immediately, and the data can be viewed and analyzed from any location using an internet‑connected device (PC, tablet, smartphone, etc.).


EI-Analytic
Through the platform, the entire system is configured—from data collection and axis configuration in the sensors to the alert system.
The platform uses cutting‑edge technology with tools such as Machine Learning and self‑diagnosis to determine normal operating thresholds and detect failures.
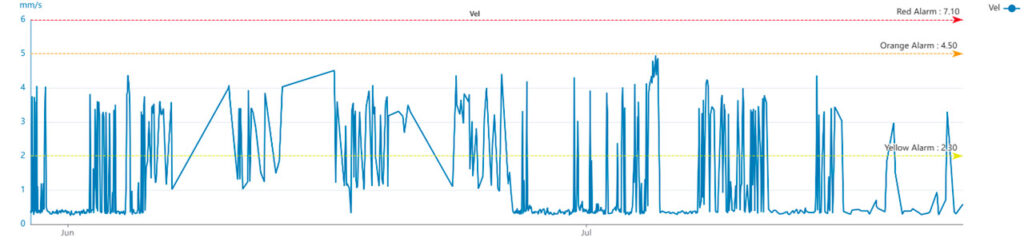
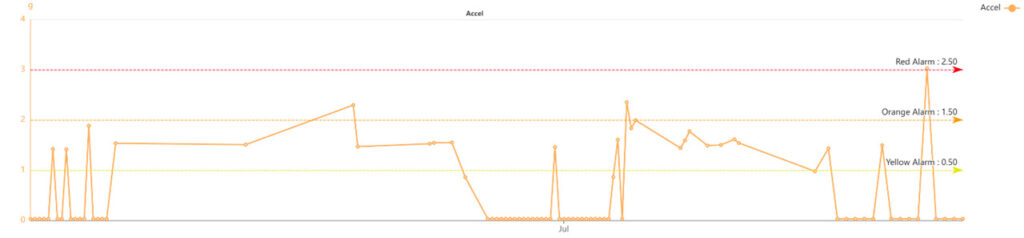
The recorded data can be analyzed at any time since the platform includes all necessary tools for vibration analysis. Trend graphs—both in velocity, acceleration, and envelope—are essential for evaluating the present and future condition of the machine. The system notifies platform users via email about alerts triggered when configured alarm thresholds are exceeded, enabling them to review and act accordingly.
Vibring is a Spain-based company and an authorized distributor of Erbessd Instruments. Specializing in the development of innovative solutions utilizing advanced technology for diagnosing and monitoring the condition of industrial machinery, Vibring achieves this through non-invasive monitoring and analysis of mechanical and electrical variables.
The primary application of these solutions lies in the realm of predictive maintenance, involving the analysis of vibrations and electrical variables. The company boasts specialists certified to ISO standards and possesses extensive experience in machinery diagnostics, serving leading companies in sectors such as food, chemicals, mining, among others.
