In dieser Fallstudie wird eine Schwingungsanalyse eines Turbogenerators vorgestellt, mit dem Ziel, mögliche Probleme zu identifizieren und vorbeugende Maßnahmen zu ergreifen, um seinen optimalen Betrieb zu gewährleisten. Es wurde das Schwingungsanalysegerät Erbessd PHANTOM® verwendet, das genaue und zuverlässige Messungen ermöglicht. Während der gesamten Studie lag der Schwerpunkt auf der Erkennung von Unwuchten und Fehlausrichtungen in den Rotoren der Turbine und des Generators sowie möglichen Spielen in den Lagern.
An der Einheit Beobachtete Details
Es gingen mehrere Berichte ein, die signifikante Zunahmen der Turbogenerator-Schwingungen während des Lastbetriebs detaillierten. Dieses besorgniserregende Phänomen wurde zu einer bestimmten Tageszeit deutlicher, hauptsächlich zwischen 5 und 9 Uhr morgens. Die Berichte über Schwingungszunahmen waren hartnäckig, und die Schwere dieser anfänglichen Details wurde zu einem Grund großer Besorgnis für alle, die am Betrieb und der Wartung des Turbogenerators beteiligt waren.
Angesichts dieser Situation wurde die strategische Entscheidung getroffen, eine gründliche und sorgfältige Schwingungsanalyse durchzuführen. Das Hauptziel dieser Analyse bestand darin, die zugrunde liegenden Ursachen der Schwingungszunahmen zu identifizieren, um die Natur des Problems gründlich zu verstehen und wirksame und dauerhafte Lösungen zu seiner Behebung zu entwickeln.
Die Analyse wurde mit größter Detailgenauigkeit durchgeführt, unter Verwendung fortschrittlicher Werkzeuge und Techniken zur Schwingungsmessung und -überwachung.

Durchgeführte Aufgaben: Erste Schwingungsanalyse
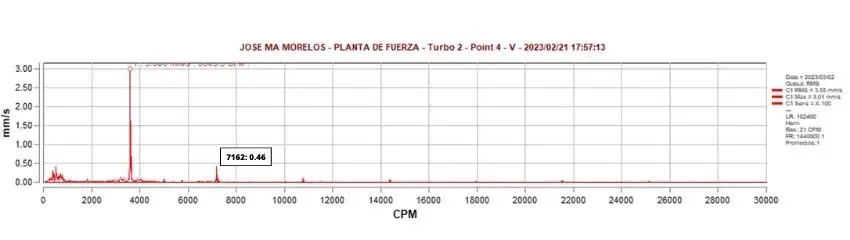
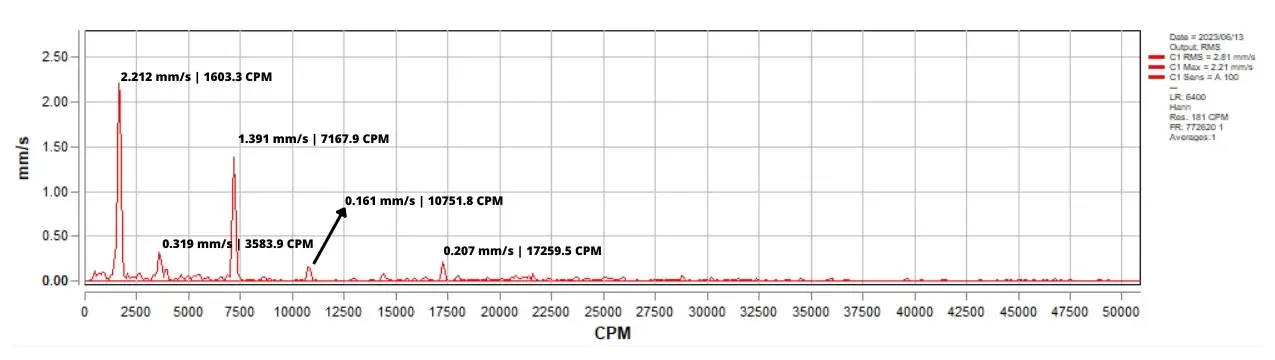
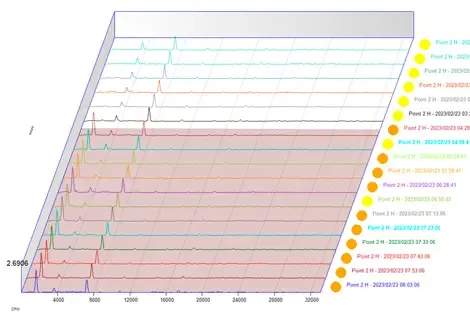
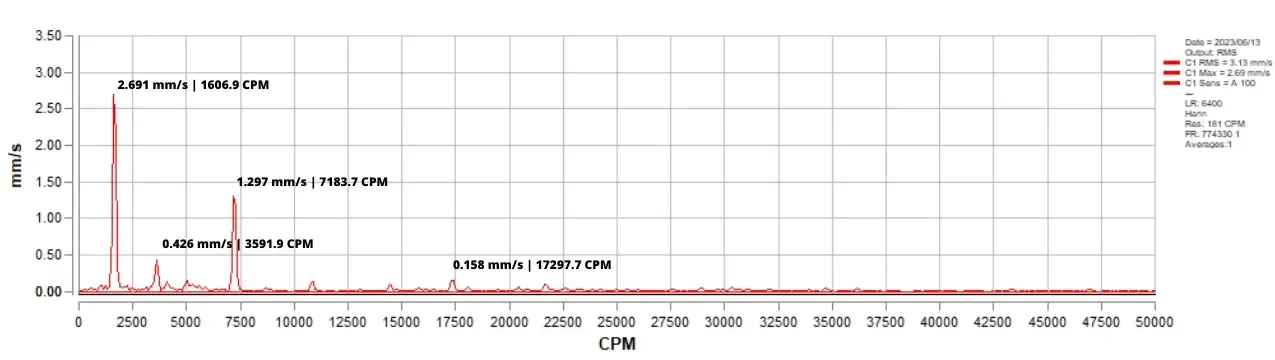
Um die normalen Betriebsbedingungen besser zu verstehen und Probleme zum Zeitpunkt der Analyse auszuschließen, wurde eine erste Schwingungsanalyse mit tragbarer Ausrüstung durchgeführt. Die Messungen ergaben das Vorhandensein einer Restunwucht in den Rotoren der Turbine und des Generators sowie eine Fehlausrichtung zwischen den beiden Komponenten und mögliche Spiele in den Lagern. Die Schwingungsspektren in den Abbildungen 1 bis 4 veranschaulichen das Verhalten des Turbogenerators im Lastbetrieb um 17:54 Uhr am Dienstag, dem 21. Februar.
Auf der Grundlage dieser Ergebnisse wurde empfohlen, den Turbogenerator mit drahtlosen triaxialen PHANTOM® Gen 3-Beschleunigungssensoren zu instrumentieren und ein periodisches Überwachungsprogramm zu implementieren.



Instrumentierung für Programmierte Messungen
Um programmierte und kontinuierliche Messungen zu erhalten, wurde eine sorgfältige Installation eines Satzes von vier drahtlosen triaxialen PHANTOM® Gen 3-Beschleunigungssensoren mit niedrigem Messbereich durchgeführt. Jeder Beschleunigungssensor wurde sorgfältig an einem anderen Lager platziert, um eine ausgewogene und repräsentative Verteilung der Schlüsselbereiche des Turbogenerators zu gewährleisten. Die Schwingungsmessungen wurden so programmiert, dass sie alle halbe Stunde aufgezeichnet wurden, was eine konstante und detaillierte Überwachung des dynamischen Verhaltens der Ausrüstung ermöglichte.
Das Überwachungssystem wurde am 21. Februar um 19:18 Uhr präzise und zuverlässig in Betrieb genommen. Von diesem Zeitpunkt an begannen die Beschleunigungssensoren, wichtige Schwingungsdaten in Echtzeit zu erfassen und aufzuzeichnen. Dieser Prozess wurde ununterbrochen bis zum 10. März fortgesetzt und deckte einen erheblichen Zeitraum ab, der eine umfassende Analyse der Muster und Schwankungen von Schwingung und Temperatur im Laufe der Zeit ermöglichte.




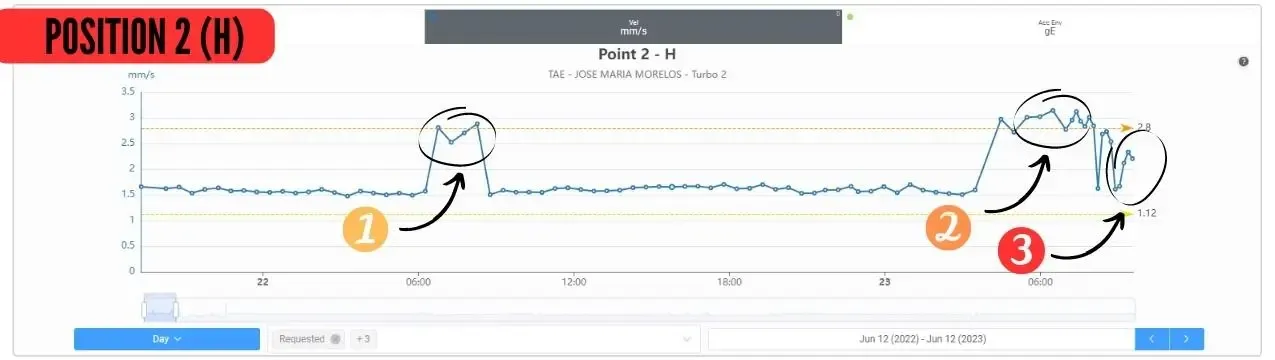
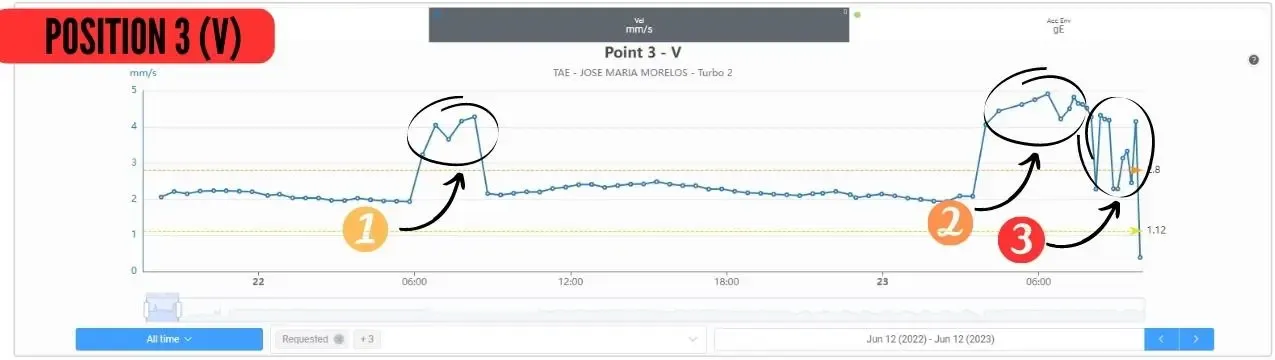
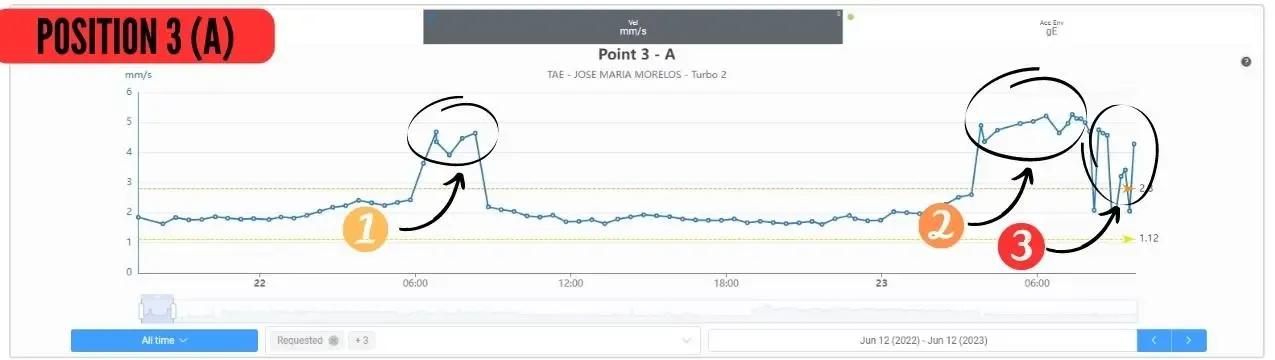
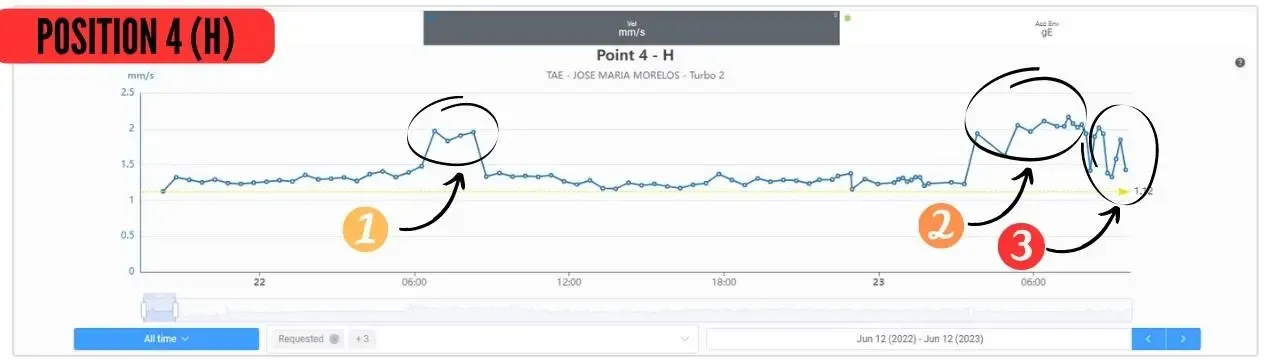
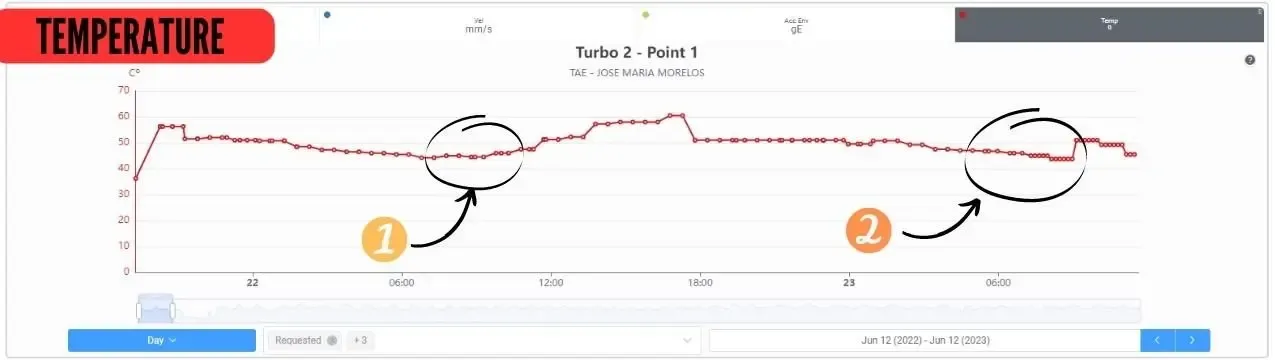
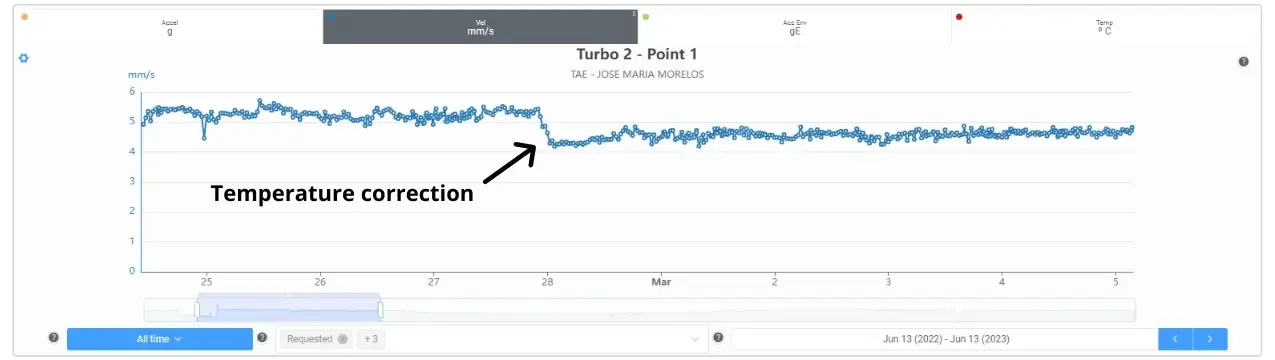
Während der Überwachung wurden die Schwingungspegel an jedem Messpunkt in horizontaler, vertikaler und axialer Richtung sowie Temperaturmessungen an jedem Lager aufgezeichnet. Eine signifikante Veränderung wurde am Lager 3 (Generator-Kupplungsseite) in vertikaler Richtung beobachtet, mit einem Anstieg der Schwingung bei nächtlichen Messungen, wenn die Umgebungstemperatur niedriger war.
Um die wichtigen Ereignisse im Detail zu analysieren, werden die Trenddiagramme der Gesamtschwingung und ihre Beziehung zur Lagertemperatur dargestellt. Diese Diagramme liefern Informationen über die drei relevantesten Ereignisse während der Messungen.
Kritische Ereignisse
EREIGNIS 1
Beginn: 22. Februar, 06:30 Uhr
Ende: 22. Februar, 08:30 Uhr
Dank der am Turbogenerator installierten PHANTOM® 3G-Sensoren wurden Schwingungssignale an den vier überwachten Punkten in allen Richtungen (H, V, A) erfasst. Ein signifikanter Anstieg der Schwingung wurde an den Positionen 2 und 3 (Turbinenlager kupplungsseitig und Generatorlager kupplungsseitig) beobachtet. Durch die Analyse der Schwingungsspektren wurde festgestellt, dass dieser Anstieg auf Änderungen der Schmieröltemperatur zurückzuführen war, die in beiden Lagern den Zustand des Oil Whirl erzeugten.
EREIGNIS 2
Beginn: 23. Februar, 03:50 Uhr
Ende: 23. Februar, 08:00 Uhr
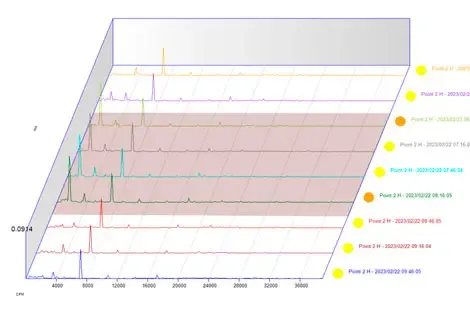
Entsprechend den Umgebungstemperaturbedingungen wurde festgestellt, dass Ereignis 2 vor Ereignis 1 auftrat. Die zweite Messung bestätigte erneut die Korrelation zwischen der Schwankung der Öltemperatur und dem Auftreten des als Oil Whirl bekannten Phänomens. Es ist angebracht, die Darstellung der Kaskadenspektren entsprechend den Positionen 2 und 3 hervorzuheben, die die äußerst wichtigen Veränderungen unbestreitbar zeigen.
EREIGNIS 3
Beginn: 23. Februar, 07:50 Uhr
Ende: 23. Februar, 09:24 Uhr
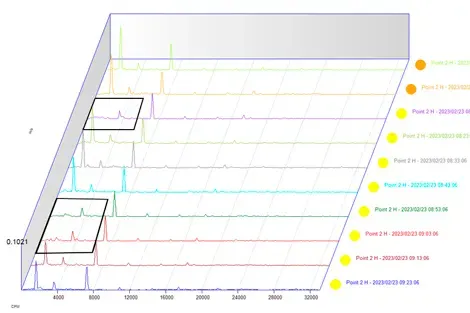
Um die Auswirkung der Öltemperatur auf den Oil-Whirl-Zustand zu bestätigen, wurde ein Test (EREIGNIS 3) durchgeführt, indem die Öltemperatur manuell durch die Drosselung des Kühlwasserdurchflusses im Ölkühler verändert wurde. Es wurde beobachtet, dass der Oil Whirl vollständig verschwand, als die Temperatur verändert wurde, was seinen engen Zusammenhang mit diesem Phänomen belegt. Diese Temperaturänderung wurde zweimal durchgeführt, und es wurde deutlich beobachtet, dass der Oil-Whirl-Zustand vollständig verschwand.
Diagnose
Die erzielten Ergebnisse heben die enge Beziehung zwischen dem Oil-Whip-Phänomen und den Temperaturschwankungen hervor. Durch zwei kontrollierte Temperaturänderungen konnte das vollständige Verschwinden des Oil Whirl auf schlüssige Weise beobachtet werden.
Diese Erkenntnisse sind von größter Bedeutung, da sie zeigen, dass Oil Whip direkt von der Temperatur des Systems beeinflusst wird. Durch die Änderung der Temperatur wird dieses unerwünschte Phänomen vollständig unterdrückt.
Nachfolgende Analyse und Ergebnisse Nach den Korrekturen
In der neuen Analyse vom 25. Februar wurde ein normaler Betrieb des Turbogenerators im Lastbetrieb beobachtet. Es wurde eine Schwingungsanalyse im Abstand zwischen Turbine und Generator durchgeführt, um seine Leistung zu bewerten.
Die Ergebnisse der Analyse zeigten, dass die Schwingungspegel sowohl in der Dampfturbine als auch im Generatorrotor innerhalb des akzeptablen Bereichs lagen, mit dem Vorhandensein von Komponenten der Ordnung 1XT aufgrund der Restunwucht in den Rotoren der Turbine und des Generators.
Als Teil der auf diesen Ergebnissen basierenden Empfehlungen wird vorgeschlagen, die Möglichkeit der Installation eines Öltemperatur-Regelsystems zu prüfen, das es ermöglicht, Schwankungen von nicht mehr als 7°C aufrechtzuerhalten. Darüber hinaus wird empfohlen, die Geometrien und Spiele der Lager bei künftigen Gelegenheiten zu überprüfen und dabei die Erfahrung des Anlagenpersonals zu nutzen, mit dem Ziel, jegliche Ölleckage aus dem Zapfenlagersystem zu beseitigen.
Im Falle eines Anstiegs der Schwingungen um 30 % aufgrund von Unwucht wird empfohlen, ein Auswuchten der Rotoren der Turbine und des Generators zu planen. Dieses Auswuchten kann vor Ort mit einer tragbaren Auswuchtmaschine oder durch Einsenden der Rotoren an eine spezialisierte Auswuchtwerkstatt durchgeführt werden.
Der Turbogenerator wird bis Freitag, den 10. März, weiter überwacht, um signifikante Änderungen in seinem Verhalten zu erkennen. Sollte während dieses Zeitraums eine Anomalie festgestellt werden, wird diese zeitnah gemeldet.
Zusammenfassend hat die mithilfe der PHANTOM®-Sensoren durchgeführte Schwingungsanalyse es ermöglicht, die Probleme der erhöhten Schwingung im Turbogenerator zu diagnostizieren und zu verstehen. Durch die programmierte Überwachung und Aufzeichnung von Schwingungssignalen an verschiedenen Punkten wurden Restunwucht, Fehlausrichtung und das Vorhandensein von Oil Whip als Hauptursachen für die abnormalen Schwingungen identifiziert.
Darüber hinaus wurden dank der PHANTOM®-Sensoren während des Betriebs indirekte Temperaturmessungen des Schmieröls gewonnen, was sich als entscheidend erwies, um Temperaturänderungen mit dem Auftreten von Oil Whip in Beziehung zu setzen. Diese genaue Diagnose bietet eine solide Grundlage für die Umsetzung der Empfehlungen und das Ergreifen der erforderlichen Korrekturmaßnahmen, wodurch ein optimaler und sicherer Betrieb des Turbogenerators gewährleistet wird.
Die Schwingungsanalyse mit fortschrittlichen Technologien wie den PHANTOM®-Sensoren beweist ihren Wert im Bereich der vorausschauenden Wartung und Überwachung rotierender Anlagen. Durch die Bereitstellung genauer Echtzeitdaten über das dynamische Verhalten der Ausrüstung können größere Schäden und kostspielige ungeplante Stillstände vermieden werden, wodurch die Effizienz und Zuverlässigkeit von Industrieanlagen gewährleistet wird.
Mit mehr als 50 Jahren Erfahrung in der Schwingungsanalyse hat sich TAE Vibraciones auf den Sektor der Zuckermühlen spezialisiert und Dienstleistungen an mehr als 30 Standorten im ganzen Land erbracht.
